In the field, efficiency, performance, and productivity are key to HDPE fusion success, and McElroy Optimized Cooling™ is a real-time algorithm that can positively impact all three.
HDPE piping systems deliver leak-free, long-lasting infrastructure worldwide, with a growing presence in many large- and small-diameter construction applications. It is cost-effective and can be installed in a number of environments, such as densely-populated urban areas, that would prove difficult for traditional metal piping systems.
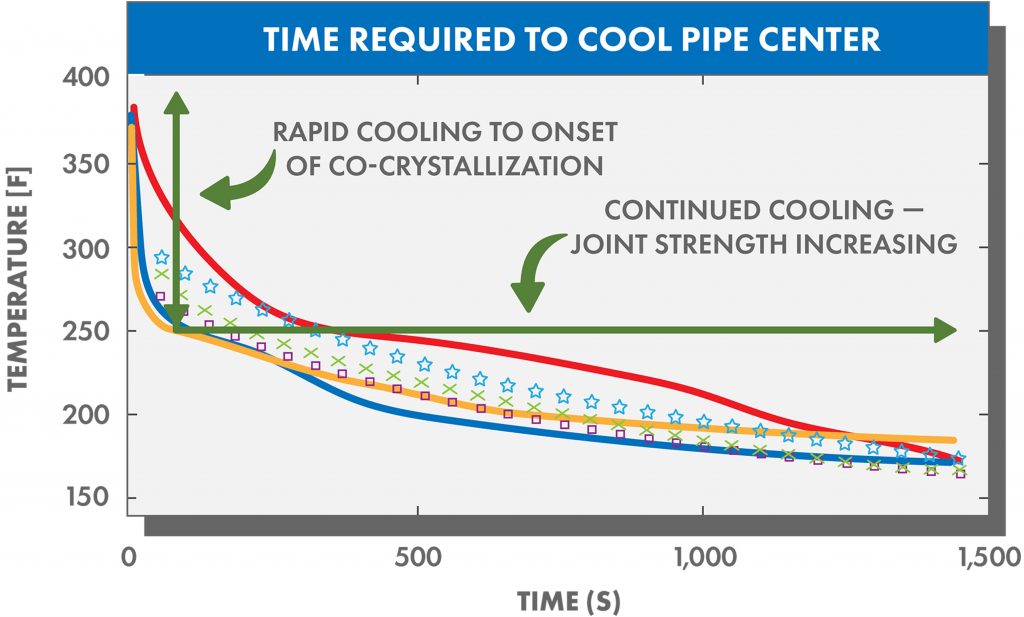
During the fusion process, the most significant amount of time for each fusion joint is allocated to cooling procedures. Cooling the joint under pressure, after all, is critical to the integrity of the joint. ASTM F2620, the most-used fusion standard in North America, dictates a minimum cooling time of 11 minutes per inch of wall thickness.
But what if those cooling times could be reduced, increasing fusion productivity without compromising the integrity of the joint itself?
This question was answered almost a decade ago, in a partnership with the University of Tulsa to re-examine and test the standards for calculating cooling times. Tests focused on fusion of pipe from 6 to 24-inch outer diameter (OD), with dimensional ratios (DR) ranging from 7 to 32.5. During testing, the pipes were fused under numerous conditions, with multiple cooling times, then destructively tested.
Thousands of data points later, an algorithm was developed that reliably predicts the optimal amount of time required to cool the core of HDPE pipe before moving on to the next fusion. This procedure is ASTM F2620 compliant.
The first Optimized Cooling joint was recorded in October 2017. Shortly after, a company installing 16.3 miles (26 km) of DR9 HDPE water line utilized Optimized Cooling and recorded their results.
Using standard cooling times per the ASTM F2620, the project would have required 1,850 hours in cooling time alone. This new algorithm cut that projected time down to 1,140 – a more than 700 hour reduction that could mean hundreds of thousands of dollars saved.
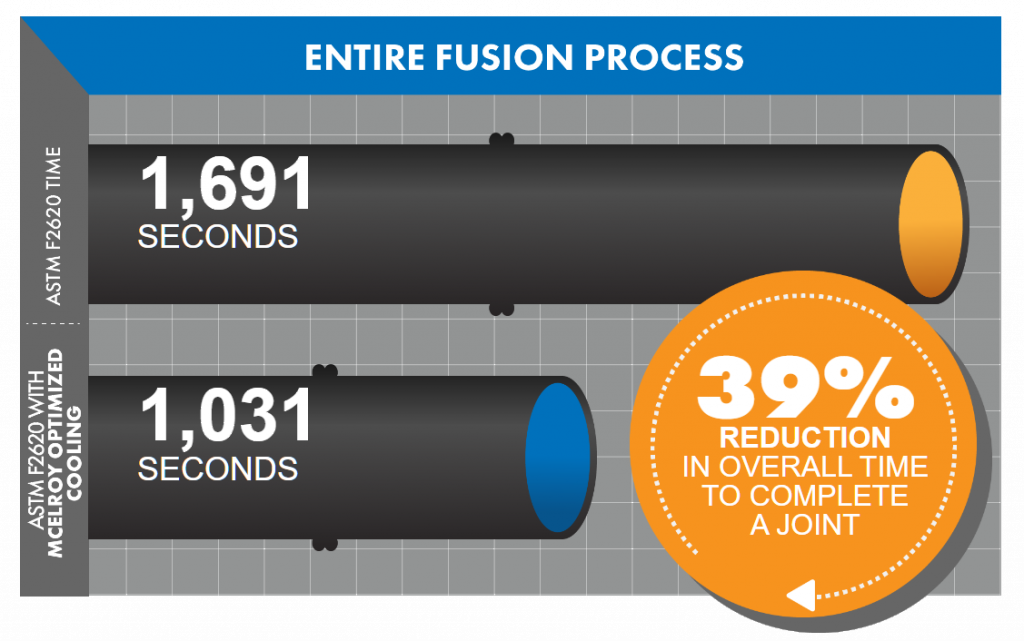
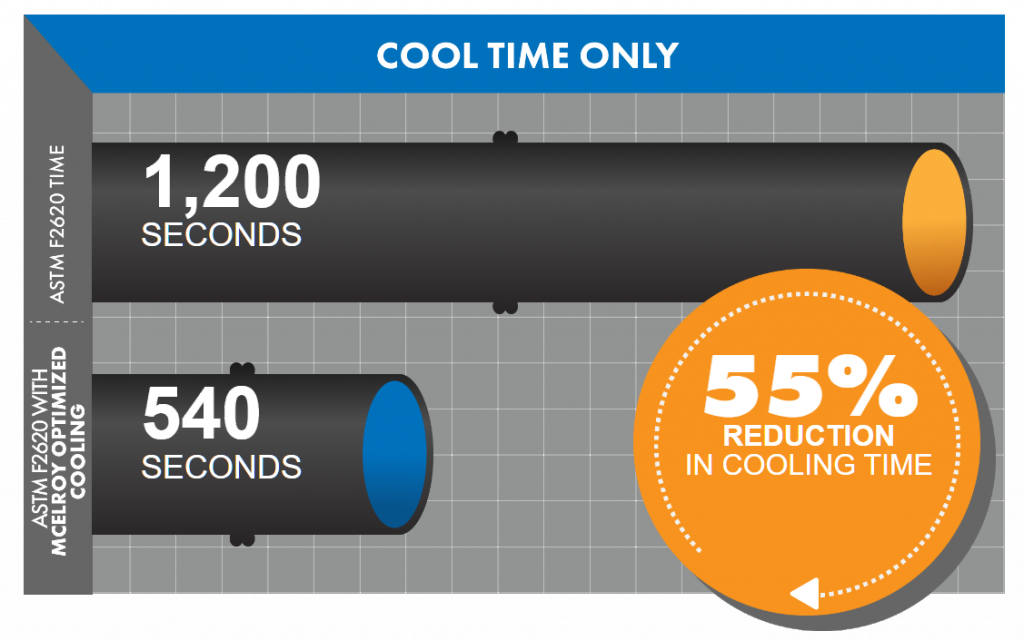
Optimized Cooling calculates cooling times based on environmental conditions, pipe material properties, and heat soak time while ensuring integrity of the fusion joint. In some cases, operators using Optimized Cooling procedures reduced cooling times by as much as 55%.
For example, a 10-mile (16 kilometer) fusion project would require 1,056 50-foot (15.24 meter) sticks of pipe. Compared to the current ASTM F2620 standard of 11 minutes of cooling time per inch of pipe wall thickness, utilizing Optimized Cooling at 90° Fahrenheit (32° Celsius) would save more than 300 machine hours in reduced cooling time alone – and that isn’t considering the saved support hours, such as for pipe handlers and lift operators.
So, how were those results reached?
Researchers determined that there are four main factors at play when it comes to cooling time: ambient temperature, bulk pipe temperature, heat soak time, and wall thickness and OD.
Knowing that ambient temperature plays a significant part in cool time, tests were performed at 40˚F (4˚C), 70˚F (21˚C), and 120˚F (49˚C). These tests involved 18-inch DR 32.5 HDPE and 18-inch DR 7 HDPE. During these tests, fusions were performed in accordance with the ASTM F2620.
During each test, temperature dropped rapidly immediately following the butt fusion, then slowly tapered down to ambient. For both the DR 7 and DR 32.5 pipe, the amount of cool time roughly doubled when ambient temperature increased from 70˚F to 120˚F. This wasn’t a surprising finding – the ASTM F2620 already notes that fusion occurring in high ambient temperatures should consider increased cool times. But after that initial rapid decrease, the testing indicated that there wasn’t a linear reduction in strength of the joint at the time of its removal from the fusion machine.
The algorithm also considers the heat-absorbing properties of HDPE pipe. For example, black pipe, especially, can be much warmer than the surrounding ambient conditions, as polyethylene is an excellent insulator. On a hot day, a solar-loaded stick of HDPE can reach temperatures of 150˚F (65.6˚C) and higher.
With operators consistently logging ambient temperature in their DataLogger, predictions can be made with high levels of accuracy as to the optimal length of cooling time.
Preparing for a joint using Optimized Cooling is simple. Before fusion begins, the operator inputs the ambient temperature, the surface temperature of the pipe to be joined, the DR of the pipe, pipe material, and pipe diameter into the DataLogger. The DataLogger then provides graphical directions to the operator related to heat soak time (consistent with the ASTM F2620) and fusion/cooling time as calculated.
By significantly reducing the amount of cooling time with each joint, operators and contractors are able to perform more fusions in less time while retaining the integrity of the fusion joint. This technology allows them to bid projects more competitively while also reducing the number of man hours on each site. Optimized Cooling is a tested, proven, and efficient way to provide clients with an avenue to save both time and money.

