The addition of high-density polyethylene (HDPE) pipe, fused via butt fusion, has significantly boosted the efficiency of natural gas collection in the Australian Coal Seam.



HDPE piping systems have a growing presence in many large- and small-diameter applications, particularly in the underground sector. High-density polyethylene delivers long-lasting, leak-free infrastructure that can be installed much more quickly than traditional iron or steel pipe, allowing contractors to increase efficiency and lower overhead costs.
As demand for natural gas and other energy sources continues to increase, so too does the need for methods that boost productivity and efficiency in the field. Butt fusion using HDPE is a proven, reliable method with the potential to drastically reduce both labor and equipment costs, opening the door for drastic savings as the market continues to develop.
CHANGING GEARS
In Queensland, Australia, natural gas has historically been acquired by conventional methods from existing reservoirs. However, as those reservoirs have depleted over time, the acquisition of natural gas has shifted to processes that utilize the natural gas supplies in the state’s abundant coal seams. As the methods of acquisition have changed, the overall process has likewise evolved to install wells quickly and efficiently for smaller coal seam reservoirs. In a 2016 edition of the Journal of Natural Gas Science and Engineering, an article titled “An Overview of the Coal Seam Gas Developments in Queensland” explains how this process required the installation of “considerable infrastructure” that is an ongoing process as development continues.
Coalbed methane – also known as Coal Seam Gas (CSG) – is a naturally-occurring substance found in coal seams and formations. According to the U.S. Environmental Protection Agency, coalbed methane is formed when plant material is converted to coal, a process known as coalification. The resulting methane can be accessed by drilling into the seam itself and establishing a well to pump out existing ground water, which reduces pressure in the seam and lets the methane separate from the coal in the form of natural gas.
INCREASED DEMAND
In the past two decades, the demand for Coal Seam Gas in Australia has risen dramatically, according to Business Queensland, an official Queensland industry publication.
Because of the speed at which HDPE pipe can be installed, operators in Queensland are able to quickly place gathering lines that transfer coalbed gas and groundwater from wells to nearby substations to be cleaned and filtered.
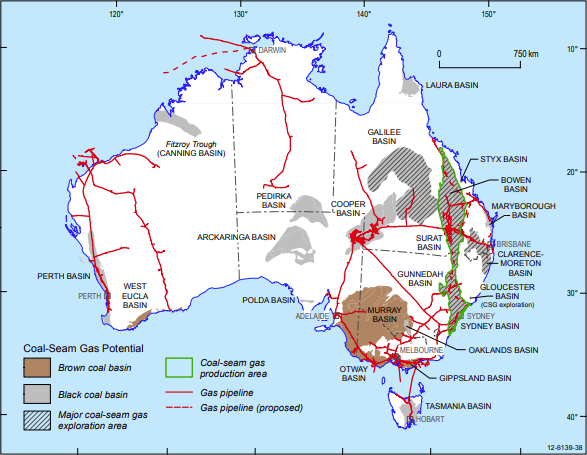
THE BOWEN AND SURAT BASINS
For years, a coalbed gas project has been underway northwest of Brisbane, in an area known as the Bowen and Surat basins. These basins represent more than 90% of Queensland’s total gas production, including CSG. This project involves running gas pipelines from Roma, a city about 295 miles (475 km) northwest of Brisbane, to Gladstone, a city about 302 miles (486 km) away. In Gladstone, the natural gas is processed and liquified, then used domestically or shipped to international markets.
This project is comprised of about 1,450 existing gas wells that supply coalbed gas to four power stations. In addition to the potential for international use, that natural gas is able to power about 800,000 Queensland homes.
All that activity has kept distributors and fusion machine operators busy.
“There are a lot of in-ground fusions involved,” said Darren Chandler, National Sales Manager for GEM Industrial Services. GEM Industrial is one of many companies brought in to perform fusions in the well fields. “Two of the biggest HDPE manufacturing companies in Australia have set up not far from these fields, just so pipe could be more quickly moved out to the sites.”
GEM Industrial is a regional contractor and partner of McElroy, the Tulsa, Oklahoma-based manufacturer of high-quality HDPE fusion machines. Many McElroy machines have been involved in the installation of the gathering lines in the Queensland coal seam gas industry.
By using butt-fused HDPE, Chandler said operators have taken hours-long welding and beading processes and whittled them down to less than an hour.

“It’s so much quicker,” he said. “The idea is productivity.”
Welding crews utilized the TracStar® 900, one of McElroy’s flagship machines, to complete in-ground HDPE fusion in the well beds. Working in 21-day shifts, the crews would fly to the remote parts of Queensland to complete the work before flying out. Because of the TracStar’s unique design, operators are able to lift the carriage off the rubber tracks and lower it into the ditch.
Performing fusions in the ditch with the TracStar 900 carriage provides the same level of joint quality as fusions done on a tracked vehicle and allows operators to save time that might otherwise be spent relocating the pipe after the fusion takes place.
WELL INSTALLATION AND MAINTENANCE
One contractor, Arrow Energy, has the process of well installation and maintenance down to a science.
In a 2020 briefing, Arrow Energy indicated that it takes between four and eight days to clear and level a well pad, then an additional four to seven days to drill the well.
The installation of well surface facilities takes 30 to 90 days, and the water pump installation takes about five days per well.
After the well is in place, maintenance workovers take about three to six days per well.
A CSG well has an average lifespan of about one year. Once the well is depleted, it is capped, generally with cement, to ensure no remaining deposits of natural gas can escape to the surface.
ENVIRONMENTAL CONCERNS
Methane (CH4) can escape during its production and distribution from the coal seam. While nontoxic, methane can pose an explosive risk if enough of it is combined with oxygen and an ignition source. It’s also a greenhouse gas – in 2020, methane made up about 11% of all U.S. greenhouse gas emissions from human activity, according to the EPA.
In the oil and gas industry, there are a number of reasons why methane may escape, including leaking equipment.
In a 2012 study, researchers tested emissions from coalbed wells, highlighting the importance of understanding the potential impact of “fugitive” emissions in the context of climate change. In all, 43 wells were examined, with 37 of those wells producing emissions of less than 3 g CH4 per min-1, with 19 less than 0.5 g min-1. However, in some instances much higher levels were found, with the highest totaling 44 g min-1.

During the study, equipment leaks were found on 35 of the wells. Many of these leaks were minor, falling within the general range of emissions used throughout the coal seam gas industry. The larger leaks, however, came from seals on water pump shafts, and after maintenance staff performed repairs the methane emissions were effectively eliminated.
In addition to methane emissions, there are environmental challenges relating to water produced and potentially affected by coalbed natural gas collection. When coal seams are depressurized, water is produced alongside the natural gas. The amount of water varies based the saturation and permeability of the coal, and while some of the water is able to be directly used, the majority must undergo some form of treatment, such as reverse osmosis, to be usable. Ultimately, the goal is to reuse all water that is produced as by-product of natural gas collection.
LOOKING FORWARD
As natural gas collection within the Australia coal seams continues to evolve, so too will the ways that this collection method is studied and improved. When combined with equipment that is properly installed and maintained, the risk of emissions resulting in coal bed gas activity can be greatly lowered, further bolstering the benefits of coal bed gas when compared to traditional methods.
Bibliography:
https://www.csrm.uq.edu.au/media/docs/1386/1-s20-s1875510016300853-main.pdf
https://www.pipeliner.com.au/2021/09/28/nacaps-collaborative-approach-keeps-arrow-on-target/
https://www.epa.gov/ghgemissions/overview-greenhouse-gases

